


Production Process
categories
new products

LightCarbon Super Light Disc Brake Road Carbon Bike Frameset With Stem - Super Light weight! (870g/52cm) - Toray carbon fiber T700+T800+T1000 - Threaded T47 bottom bracket - Internal cable routing with specific stem - Max tire clearance 700C*32C - Flat mount disc brake, 140mm or 160mm - Front 12*100mm/Rear 12*142mm thru-axle - 2 years quality warranty more

LightCarbon Super Light Disc Brake Road Carbon Frameset With Integrated Handlebar - Super Light weight! (870g/52cm) - Toray carbon fiber T700+T800+T1000 - Threaded T47 bottom bracket - Max tire clearance 700C*32C - Flat mount disc brake, 140mm or 160mm - Full hidden cable routing - Front 12*100mm/Rear 12*142mm thru-axle - 2 years quality warranty more

LightCarbon Gravel Frameset With Micro Suspension System And Stem - With Micro Suspension system - With specific stem for hidden cable routing - 31.6mm seat post (dropper post compatible) - UDH rear derailleur hanger - Max tire clearance 700C*47C or 650B*1.95'' - Flat mount disc 140mm or 160mm - Front 12*100mm/Rear 12*142mm thru-axle more

LightCarbon Butterfly Weave C67DB Disc Brake Road Full Carbon Spoke Wheels - Buit with unique butterfly weave carbon rims - 28mm outer width (21mm inner width) - C67DB ceramic bearings hub, Rachet 36T structure - LC CS1 full carbon spokes, super light and stiff - UD/3K/12K/Marble matte/Marble glossy/ UD paintless - Shimano 11/12s or Sram 12s XDR cassette body - 2 years' quality warranty more

Butterfly Weave Road Disc Carbon Clincher Rims 28mm Width - Unique butterfly weave carbon rims - 33/38/45/55mm depths optional - 28mm outer width, 21mm inner width - Matte and glossy finish optional - Clincher (tubeless ready) - Designed for disc brake use - 2 years' quality warranty more

LightCarbon Gravel Frameset With Micro Suspension System And Integrated Handlebar - With Micro Suspension system - 31.6mm seat post (dropper post compatible) - UDH rear derailleur hanger - Max tire clearance 700C*47C or 650B*1.95'' - Flat mount disc 140mm or 160mm - Full hidden cable routing - Front 12*100mm/Rear 12*142mm thru-axle more

LightCarbon Ultra Light And Stiff Rim Brake Full Carbon Spoke Road Wheelset - R65 hubs 54T Ratchet system, ceramic bearings - Full carbon spokes, super light, stiff and aero - 25mm and 28mm width carbon rims optional - UD/3K/12K/Marble matte/Marble glossy/ UD paintless. - Tubeless ready, fit 700*25C-45C tire - 2 years quality warranty more
Frames Production
LIGHTCARBON Bicycle Frame Production
LIGHTCARBON manufactures and develops high end carbon fiber bicycle frames and accessories since 2016, has rich experience in integrated molding, design and manufacturer of different bicycle frames(Road/MTB/Electric bike frames).
The production processes are as follows:
Carbon fiber cutting->preform->forming->processing->gluing->primer->Test rigidity->coating->assembling->packing-> shipping
All the above sections have QC complete inspection and qualified to the next section, QC standards see Quality Control.
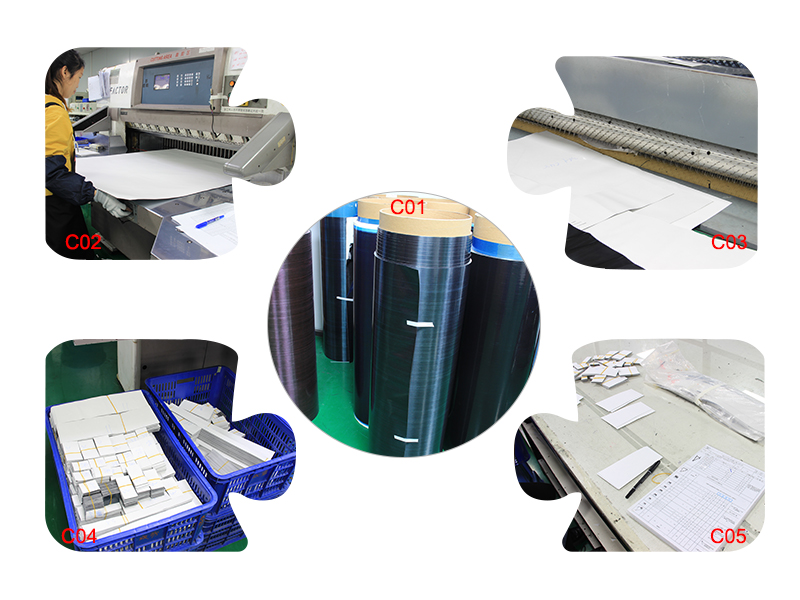
Cut Carbon fiber
As shown in figure C01-C02-C03-C04-C05 below, all carbon carbon fiber cloth should be kept at a constant temperature, below 22-24 degrees, and finished within 10 days of use. Unused materials should be stored in a freezer, the temperature of the freezer is between 0-5. In this section, the carbon fiber is cut according to the Lay-up design and the material pieces are separated and sorted by a special person. The Lay-up design of a normal frame is 130-150pcs, we set up the commissioner to separate all the pieces into a set of after-transfer professionals for the production of products, the equipment used in this section for automatic cutting machine, chopping machine etc...
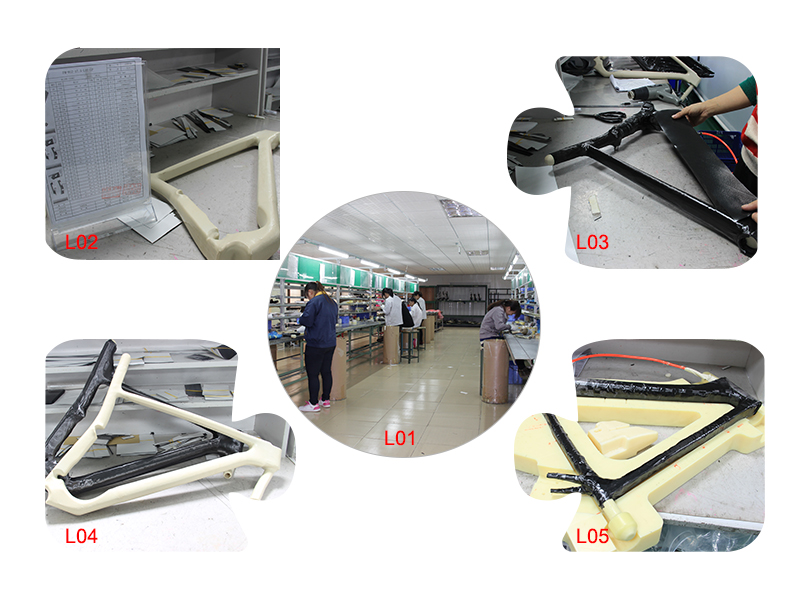
As the following figure L01-L02-L03-L04-L05, preform is a very important process for carbon fiber products, directly related to the strength, size, appearance etc... it's easy to make a good product out of carbon fiber, a special material, but it's hard to make 100 products that are exactly like the first one, therefore must have the strict operation personnel and the QC to the SOP cognition and the rigorous. All operators strictly follow the development settings of LAY-UP production, integrated Mandrel technology plus vacuum operation, from the first step to 150 steps of lay-up, the position of the sheet is fixed, the position of the reinforcement is strengthened, and the epoxy is filled, the air duct into the mold molding reserved and positioned for the next stage of molding preparation in advance. All products related to personal safety, we are use the premium import Japenese Toray carbon fiber like Toray T700/T800/T1000.
Molding this section is the most important for the products, GO and Ng is basically decided by this section, this section of the production equipment is high temperature and high pressure, it is in this special environment to promote a good product. As shown in figure A01 and A02 for this section of the production and placement of mold die, figure A03 for CNC machine automatic mold opening, we self-procurement CNC machine, shorten and ensure the opening time and quality, A04 for the opening of the mold after the physical. We from R & D design-self-mold-production-shipping, such as a set of perfect process.

Figure A05 is a pre-formed 1:1 product placed in the mold after the high-temperature molding into the table as shown in figure A06, and ensure that the molding Taichung temperature is 120 degrees, high pressure is 150 psi, mould should be formed in high temperature and high pressure for 1.5 h, then the mould should be cooled and opened to produce, as shown in figure A07 A08.

As shown in the following figure K01-k04, this section for the removal of product scraps and cutting excess pipe processes, related to the drilling accessories. When cutting excess pipe material, the operator shall strictly follow the cutting SOP stipulated in the development section, sandblast coarsening was carried out on the joint parts of the pipe fittings afterwards in order to provide bonding strength for the bonding of the lower section.
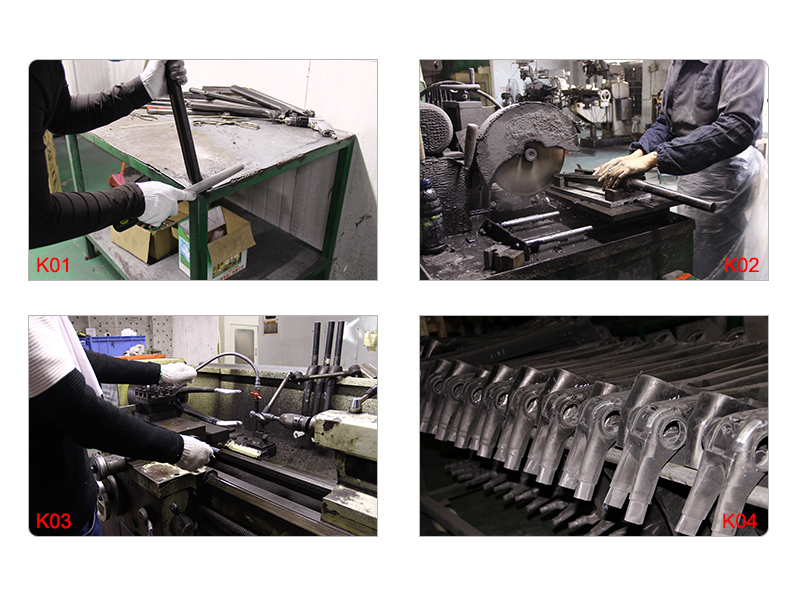
Figure K05 shows that the E-BIKE battery and motor area are processed with high precision. The equipment is CNC. Because the E-BIKE requires a higher assembly size for the motor battery, the processing cost is also high, fig. K06 is the real object after CNC machining. It can be seen that the machining area is uniform without burr and the dimensional accuracy is also high.

This section is the product for gluing, using high-temperature Epoxy, high-temperature baking fixed. For example, Q01 is the place before gluing, and Q02 is the frame waiting for gluing. Before gluing, each gluing part should be cleaned with alcohol to ensure the gluing strength. Figure Q03 Q04 is for gluing the product. It is carried out according to the SOP. All aluminum parts need to be cleaned by sandblasting before gluing. Fig. Q05 is to measure the upper placental position of the special fixture for the product to ensure the correct placental position after bake fixation. Other fixation methods are performed according to the SOP, fig. Q06 put the tools into the high temperature oven for baking. The baking time is 1.5 h. the oven door can not be opened during this time, in case the temperature reduces the strength of the glue and the frame.

Figure Q07 is glued frame platform inspection, in accordance with the development of the SOP set standards, if you want to understand the inspection items, please see Quality Control.

The frame of the good product is carefully polished and mended by QC to ensure smooth appearance of the frame,the rigid inspection is performed by the QC part after fine completion. The purpose of the inspection is to check whether there are cracks on the surface of the product due to filling the soil too thick. The test is non-destructive and is performed according to Sop set by the development.
For rigidity testing, see Product test.
previous :
Development & Designnext :
Testing Process+86-592-6380131
 email : info@lightcarbon.com
email : info@lightcarbon.com
 add : 4/F, NO.3 Bldg, Longtou Industrial Zone, NO.9 Xingmei Road, Xiamen, 361022, China
add : 4/F, NO.3 Bldg, Longtou Industrial Zone, NO.9 Xingmei Road, Xiamen, 361022, China
follow us :
newsletter
copyright © 2024 Lightcarbon Composite Technology Co.,Ltd.all rights reserved.

the professional team to service !
 +86-592-6380131
+86-592-6380131 info@lightcarbon.com
info@lightcarbon.com Wendy | LightCarbon
Wendy | LightCarbon +86 18405052114
+86 18405052114









